Halo sobat expertlas, mari kita cari tau apa itu pengelasan SMAW, supaya kamu dapat memahami secara mendalam semua kebutuhan di dalam proses pengelasan SMAW.
Kalau kita hanya sebatas tahu cara pengoperasian mesin las SMAW tanpa tahu apa aja yang terkandung didalamnya maka, pengetahuan kita hanya itu-itu aja.
Jika tahu dasar teknisnya, ini sangat bermanfaat memecahkan masalah ketika seorang welder mendapat problem di sekitaran pengelasan SMAW.
Apa itu Las SMAW?
Las SMAW atau Pengelasan SMAW sering dikenal dengan las listrik. Sebenarnya seh tidak hanya proses SMAW saja yang termasuk las listrik, pengelasan GMAW/FCAW, GTAW dan SAW juga termasuk kedalam las listrik.
Las SMAW adalah las stick atau las flux. Kalau secara internasional SMAW merupakan singkatan dari Shielded Metal Arc Welding, dikenal juga dengan nama MMAW (Manual Metal Arc Welding).

Proses pengelasan SMAW adalah sebuah proses penggabungan 2 buah logam dengan cara mencairkannya melalui nyala busur listrik yang didapat dari terjadi hubungan pendek antara kutub (+) katoda dan anoda kutub (-).
Ketika base material dan kawat elektroda mencair pada suhu kurang lebih 5000° C, salutan (flux) juga mencair, membentuk gas pelindung. Fungsi gas pelindung dan flux/terak ini adalah untuk menjaga agar tidak terjadi oksidasi.
Alasannya kenapa jika terjadi oksidasi? Jika cairan logam kontak/bercampur dengan udara maka akan terjadi oksidasi dimana hasil lasan menjadi keropos.
Las SMAW ini tidak bisa membuat sebuah lasan yang panjang sekali jalan, karena keterbatasan panjang elektroda. Jadi setelah selesai mengelas perlu mengganti elektroda dan memasang kembali dipenjepit holder untuk memulai pengelasan selanjutnya.
Poin pentingnya adalah dikualitas sambungan pengelasan, oleh karena itu skill seorang juru las/welder yang menjadi penentu hasil pengelasan.
Mesin Las SMAW
Mesin las SMAW terdiri dari 2 jenis yaitu mesin las AC dan mesin las DC, di mana kedua mesin las ini memiliki karakteristik yang berbeda.

Mesin Las Arus Bolak Balik (AC)
Di dalam mesin las AC terdapat komponen utama yaitu transformator penurun tegangan. Mesin las AC tidak memiliki kutub(+) dan kutub (-), sehingga pemasangan kabel holder dan kabel massa boleh terbalik atau ditukar posisi. Itu tidak akan berpengaruh.
Mesin Las Arus Searah (DC)
Mesin las DC merupakan mesin las yang sumber tenaganya diambil dari trafo arus AC yang diubah menjadi arus DC menggunakan generator. Oleh karena itu terdapat kutub (+) dan kutub (-),
Pemasangan kabel holder elektroda dan kabel masa sebenarnya bisa ditukar-tukar, tetapi itu akan merubah jenis polaritas pada mesin las DC.
Polaritas
Apa itu polaritas? Polaritas merupakan pengkutupan dimana aliran elektron berpindah dari positif ke negatif atau sebaliknya dari negatif ke positif. Polaritas pada mesin DC terbagi menjadi 2, yaitu:
- Pengkutuban langsung (Direct Current Straight Polarity /DC-/DCSP/DCEN)
- Pengkutuban terbalik (Direct Current Reverce Polarity / DC+/DCRP/DCEP)
Polaritas DC-/DCEN, Untuk menggunakan polaritas ini maka kutub positif (+) pada mesin las dihubungkan dengan kabel massa dan kutub negatif (-) dihubungkan dengan kabel holder untuk elektroda.
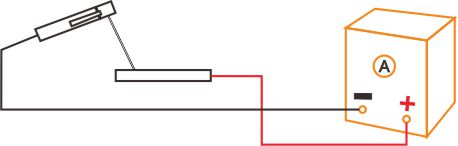
Pada pengelasan SMAW, polaritas DCEN sering digunakan untuk proses pembuatan root, karena polaritas DC- menghasilkan penetrasi yang dangkal dan panas berpusat pada elektroda. Sehingga bisa menghindari excess root dan material dasar yang akan dilas tidak terbakar (arc blow).
Polaritas DC+/DCEP, Ini merupakan kebalikan dari polaritas DCEN dimana untuk menggunakan polaritas ini maka kutub negatif (-) pada mesin las dihubungkan dengan kabel massa dan kabel elektroda dihubungkan pada kutub positif (+).
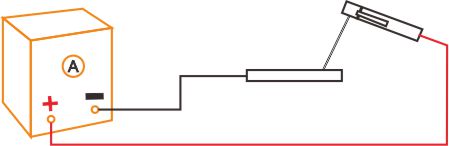
Pada polaritas ini umumnya digunakan untuk membuat pengisian dan proses capping. Dimana menghasilkan penetrasi yang dalam karena panas berpusat di material dasar.
Penjelasan OCV
Apa itu OCV? dan apa fungsinya? , Setiap mesin busur listrik memiliki OCV. OCV ini berfungsi untuk menyalakan busur pertama kali dan untuk menjaga kestabilan nyala busur sesuai arus yang kita pakai.
Cara kerjanya adalah ketika terjadi hubungan singkat elektroda menyentuh base material maka nyala busur listrik untuk pertama kali disebut sirkuit terbuka (open circuit voltage /OCV) disini mesin las akan menghasilkan tegangan sebesar 40 – 80 volt.
Kemudian, setelah menyala maka dilanjutkan dengan nyala busur yang stabil kondisi ini disebut sirkuit tertutup (close circuit voltage /CCV) dimana tegangan akan turun dibawah 40 volt dan menjaga ampere sesuai dengan parameter yang kita gunakan.
Consumable / Bahan Tambah Untuk Pengelasan SMAW
Kawat las SMAW disebut juga dengan elektroda. Elektroda berfungsi sebagai bahan tambah dan melindungi hasil lasan dari oksidasi. Kawat las SMAW memiliki beberapa jenis, disini saya kelompokkan menjadi 3 jenis, yaitu:
- Elektroda Cellulosic
- Elektroda Rutile
- Elektroda Basic
Penjelasan lebih detail mengenai elektroda SMAW saya akan bahas khusus di artikel selanjutnya.
Kita langsung saja melihat perbandingan antara penggunaan besar ampere dan berapa diameter elektroda yang dipakai pada las SMAW.
| Diameter Elektroda (mm) | Besar Arus (ampere) |
| 1,5 | 20 – 40 |
| 2,0 | 30 – 60 |
| 2,5 | 40 – 80 |
| 3,2 | 70 – 120 |
| 4,0 | 120 – 170 |
| 4,8 | 140 – 240 |
| 6,4 | 200 – 350 |
Tabel penggunaan ampere diatas bukan ilmu pasti, tetapi biasanya disetiap kemasan elektroda terdapat tabel variabel penggunaan arus las yang disarankan oleh pabrik pembuat elektroda.
K3 dan Peralatan Penunjang Pengelasan SMAW
Bagaimana persiapan untuk melakukan pengelasan SMAW? disini saya akan menjelaskan tentang SOP bagaimana persiapan menggunakan mesin Las SMAW arus DC.
- Persiapan APD
- Persiapan Mesin Las dan perlatan penunjang
- Proses pengelasan
- Pembersihan hasil lasan
Persiapan APD

Persiapan APD untuk las SMAW diantaranya adalah apron, sarung tangan khusus las, kedok las, sepatu safety dan masker. Itu adalah dasar yang wajib dipakai. Baca lebih lanjut di bahaya pengelasan.
Persiapan Mesin Las dan perlatan penunjang
Persiapan dan cara setting mesin las SMAW kita periapkan dahulu mulai dari pemasangan aliran listrik, memasang kabel masa dan kabel holder. Pengaturan ampere disesuaikan dengan ukuran elektroda, untuk elektroda 3,2 maka minimal menggunakan 80 ampere atau lihat pada box bungkus elektroda.
Komponen las SMAW penunjang juga harus disiapkan seperti tang panas, palu terak dan sikat baja disiapkan. Termasuk juga menghidupkan alat penghisap debu/blower. Setelah peralatan utama las SMAW dan peralatan penunjangnya disiapkan kita lanjut ke proses pengelasan.
Proses pengelasan

Pertama adalah atur posisi pengelasan yang akan digunakan. Kemudian menyalakan busur las dengan cara menggores antara ujung elektroda dan permukaaan material dasar atau logam yang akan disambung.
Setelah busur menyala tunggu sampai busur mencairkan material dasar dan coba jalankan elektroda seperti kita menulis dengan gerakan konstan.
Semakin besar ampere maka kecepatan elektroda dan benda kerja untuk melebur juga semakin cepat. Oleh karena itu untuk menjaga agar nyala busur stabil kita harus menjaga kestabilan kecepatan pengelasan. Selain itu jarak/sudut kontak antara ujung elektroda dan base material harus dijaga tetap sama.
Jika jarak elektroda dengan base material terlalu jauh, maka arus yang mengalir akan terhenti dan nyala busur akan mati. Mengakibatkan hasil logam lasan kurang matang.
Sebaliknya, jika jarak antara elektroda dan base material terlalu dekat atau bersentuhan, maka busur akan mati dan menempel di base material. Jika terus menempel maka elektroda akan terus menerima aliran arus hubungan singkat yang berkibat mencairnya keseluruhan batang elektroda tersebut.
Pembersihan hasil lasan
Setelah proses pengelasan selesai, dan membuat jalur lasan bersihkan terak dengan menggunakan palu terak. Setelah terak terlepas segera bersihkan menggunakan sikat baja.
Keuntungan Las SMAW
Perbedaan Las SMAW dan Las GTAW, FCAW, GMAW adalah di jenis pelindung agar tidak terjadi oksidasi. Jika SMAW menggunakan flux sebagai pelindung, las GTAW menggunakan Argon dan Las FCAW/GMAW menggunakan CO2.
Dengan perbedaan tersebut, tentunya ada kelebihan dan kekurangannya. Apa sajakah itu :
Kelebihan
- Portable, bisa dibawa kemana-mana
- Simpel, tidak tergantung jaringan listrik
- Murah, harga elektroda termasuk murah
Kekurangan
- Memerlukan skill welder yang tinggi.
- Kemungkinan terjadi slag inclusion.
- Asap yang banyak.
- Produktifitas yang lama.
Leave a Reply