Kali ini saya ingin berbagi tentang jenis jenis cacat las beserta keterangan gambarnya pada hasil pengelasan. Sebenernya banyak buku pengelasan yang membahas mengenai welding defect/cacat las baik itu visual atau non visual.
Tapi tahukah anda bahwa disetiap proses pengelasan entah itu SMAW, GMAW, FCAW dan GTAW memiliki karakteristik jenis cacat/welding defect yang berbeda-beda.
Sebagai contoh, cacat tungsten inclusion itu tidak akan pernah ada di proses SMAW, itu hanya terjadi di proses GTAW/cacat las argon.
contoh lagi, cacat porosity memang ada di setiap jenis proses pengelasan, tetapi penyebabnya porosity di proses las SMAW berbeda dengan proses GTAW. Begitu juga yang lainnya.
Bagi seorang welder manfaat belajar cacat las adalah untuk dapat mengetahui hal-hal yang bisa menjadi penyebab cacat las, sehingga bisa melakukan tindakan antisipasi agar tidak terjadi kesalahan. Misal sedang mengelas GTAW, dia akan tahu kemungkinan cacat las dapat terjadi karena apa, maka dia bisa menemukan solusinya.
Bagi seorang welding inspector atau instructor pentingnya apa belajar welding defect? penting sekali, sebagai contoh : ketika kamu mengawasi welder juru las SMAW bekerja, dan dia tidak mengikuti prosedur maka kamu sudah akan tahu welding defect yang akan terjadi nantinya. keren kan?
Secara keseluruhan cacat pada pengelasan tidak boleh terjadi karena itu merubah sifat kekuatan pada sambungan logam. Memang efeknya tidak seketika tapi jika produk digunakan dalam waktu yang lama itu akan mengakibatkan kerusakan fatal.
Jenis-jenis cacat las
Cacat las/welding defect itu bisa terjadi pada bagian luar yang bisa dilihat mata/visual dan juga ada cacat las dalam/internal defect atau yang terjadi di dalam hasil las.
Bagus atau tidaknya kualitas sambungan las itu tergantung dari ada atau tidaknya cacat las pada material. Khusus untuk cacat las dalam hanya bisa dideteksi menggunakan alat seperti x-Ray dan ultrasonic flaw detector testing.

Berikut ini adalah macam-macam jenis cacat las beserta gambar dan penjelasan tentang penyebab cacat las di setiap jenis proses pengelasan cara-cara mengatasinya.
1. Cacat Las Slag Inclusion (si)
Pengertian slag adalah terak, cacat las ini kemungkinan besar terjadi pada jenis proses pengelasan yang memiliki terak seperti SMAW dan FCAW.
Seharusnya slag itu melindungi hasil pengelasan dari udara dan ketika dia tertinggal didalam/terjebak maka itu menjadikan cacat las slag inclusion.
Pada Proses GMAW juga ada teraknya, namanya silica. Silica ini bisa menjadi penyebab terjadinya slag inclusion.
Jika terjadi di area surface luar maka ini bisa dengan mudah untuk di perbaiki, tetapi jika terjadi didalam maka ini merupakan cacat las yang tidak dapat ditolerir.
SMAW
Penyebab cacat las slag inclusion pada SMAW adalah penggunaan ampere yang rendah, kurang bersih ketika menghilangkan terak sebelum proses penyambungan.
GMAW
Silica menyerupai terak pada SMAW, warnanya bening. Jika melakukan tumpukkan las dan silica tidak dibersihkan terlebih dahulu, maka kemungkinan slag akan terjadi. Setting mesin las juga sangat penting untuk menentukan jenis pengelasan GMAW, terutama kesesuaian antara voltase dan kecepatan kawat las.
FCAW
Slag inclusion kemungkinan akan terjadi karena tipe kawat las berbentuk flux core, tapi kemungkinan itu kecil karena tipe las FCAW menggunakan ampere yang sangat besar.
GTAW
Tidak ada.
2. Cacat Las Tungsten Inclusion (ti)
Tungsten inclusion adalah sebuah cacat las yang hanya ada di proses las GTAW saja. Tungsten Inclusion disebabkan oleh patahnya ujung tungsten saat pengelasan GTAW dan tertinggal didalam deposit hasil las.
Tungsten GTAW memiliki titik lebur yang lebih tinggi dibanding material besi baja, jadi ketika dia patah maka tungsten tidak akan ikut lebur, dia tertinggal didalam desposit las menjadi tungsten inclusion.
Penyebabnya adalah setting ampere sangat tinggi dibarengi dengan pengasahan tungsten yang terlalu runcing. Sedikit saja menyentuh base material, maka akan patah ujung tungstennya. Teknik pengelasan yang benar jadi solusi kunci utama.
Bukan hanya karena faktor pengelasan yang salah, tetapi model mesin TIG yang tidak menggunakan high frekuensi juga berperan menjadi penyebab. Karena harus menggores tungsten untuk menyalakan mesin las.
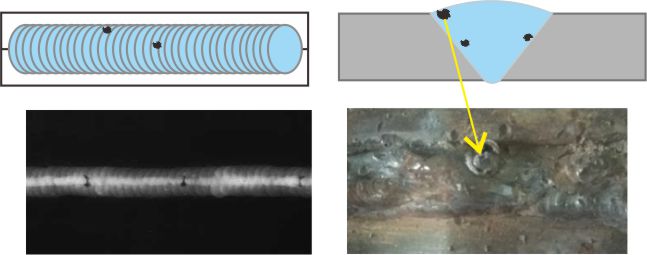
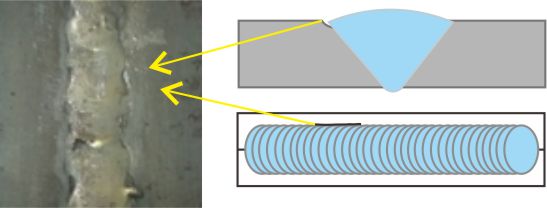
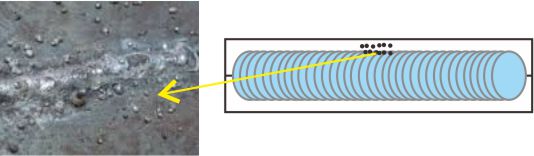
3. Cacat Las Porosity (p)
Bentuk dari cacat las porosity adalah lubang-lubang kecil pada deposit hasil lasan di base material yang menyerupai kropos atau sarang semut.
Penyebab utama cacat las porosity pada las SMAW berbeda dengan Las argon/CO. Berikut penjelasannya
SMAW
Banyak faktor yang menyebabkan porosity di SMAW, diantaranya adalah
- Banyaknya kadar air didalam elektroda atau elektroda lembab.
- Rusak/hilangnya sebagian lapisan flux karena buruknya penyimpanan elektroda.
- penggunaan ampere yang sangat rendah.
- Arc length yang terlalu jauh saat pengelasan.
GMAW, FCAW dan GTAW
Pada ketiga proses ini, penyebab terjadinya porosity paling utama adalah hilangnya gas pelindung karena pengaruh gangguan angin, human eror lupa membuka gas pelindung dan jenis gas pelindung yang tidak sesuai.
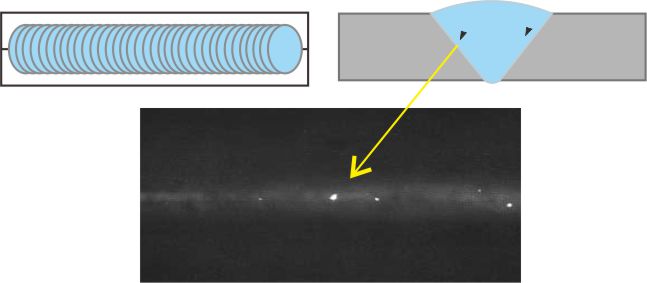
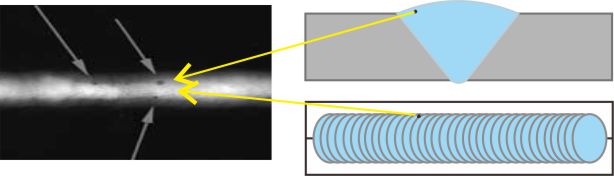
4. Cacat Las Cluster Porosity (cp)
Penyebabnya sama seperti cacat las porosity diatas, tetapi bentuk cluster porosity adalah lebih dari satu lubang dalam satu area.
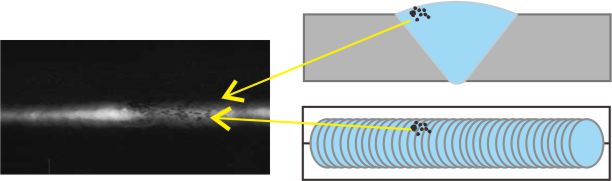
Cacat las porosity /cluster porosity bisa terjadi di bagian root ataupun di bagian capping. Termasuk ke dalam cacat las yang tidak bisa di tolerir.
Cara mengatasi cacat cluster porosity adalah selain kawat las dan gas yang harus diperhatikan, anda harus pastikan material terbebas dari kotoran minyak atau oli saat proses pengelasan terjadi.
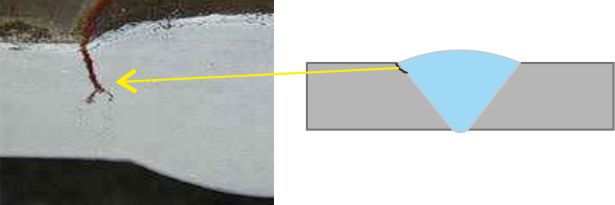
5. Cacat Las Crack/retak (c)
Terjadinya retak pada daerah lasan atau pada daerah HAZ. Umumnya dikarenakan oleh pendinginan cepat setelah dilas. Pada baja karbon, kelebihan unsur karbon juga bisa menjadi penyebab.
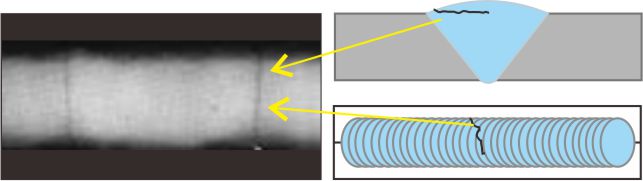
Umumnya di semua proses pengelasan bisa terjadi crack. Cacat pengelasan cracking terbagi menjadi 2 jenis yaitu
- Hot crack dan
- Cold crack.
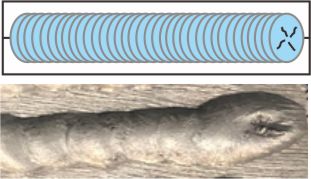
Hot crack
Biasanya itu berupa Crater Crack (cr) atau dengan bahasa lain cacat las crater adalah retak yang terjadi pada ujung lasan ketika berhenti pada saat melakukan pengelasan. Daerah yang berpotensi retak paling besar adalah pas saat kawat las berhenti.
Cold Crack
Cold cracking adalah cacat pengelasan yang sering terjadi pada daerah HAZ yaitu retak pada saat proses pendinginan. Cacat las cold cracking disebabkan oleh pendinginan cepat dan pengelasan yang dilakukan pada sambungan yang menopang berat.
6. Cacat Las Underfill (uf)
Underfill merupakan jenis cacat pengelasan karena kurangnya pengisian logam las pada jalur lasan. Penyebab dari underfill terjadi karena ampere terlalu rendah dibarengi dengan travel speed terlalu tinggi dan wide bead tidak sesuai sehingga jalur lasan belum cukup terisi.

Underfill ada beberapa jenis, diantara:
- Lack of Fusion (lof)
- Incomplete Fusion (if)
- Lack of Inter-run Fusion (loif)
- Concavity (c)
- Suck Back (sb)
Lack of Fusion (lof) dan Incomplete Fusion (if)
Kedua cacat las ini memiliki penyebab yang sama yaitu penggunaan ampere yang rendah yang mengakibatkan logam pengisi tidak fusi secara sempurna terhadap base material.

Solusinya adalah melakukan pengelasan yang sesuai dengan WPS atau petunjuk welding engineer. Besarnya ampere disesuaikan dengan ukuran elektroda atau petunjuk WPS bisa juga disesuaikan dengan jenis dan ketebalan plat.
Lack of Inter-run Fusion (loif)
Cacat las lack of inter-run fusion adalah dimana lajur lasan sebelumnya tidak menyatu dengan lajur las setelahnya, mengakibatkan profile lasan berbentuk parit ditengah.

Concavity (c) dan Suck Back (sb)
Cacat las concavity dan suck back adalah ketika telah selesai melakukan pengalasan maka logam lasan akan menyusut ditarik kedalam melawan gravitasi.

Perbedaanya dimana antara suck back dan concavity? Perbedaanya di area, kalau concavity itu bisa satu jalur lasan penuh, nah suck back cuma satu area kecil saja.
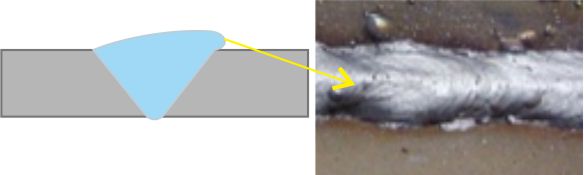
7. Cacat Las Undercut (uc)
Cacat undercut sering sekali terjadi di semua proses las listrik. Terutama pada welder/juru las junior. Penyebabnya cacat undercut adalah penggunaan ampere yang sangat tinggi dibarengi dengan gerakan travel speed pengelasan yang sangat cepat dan tidak memberi kesempatan filler metal mengisi lajur las dengan sempurna.
Akibatnya pinggir jalur las base material tergerus berbentuk coakan. Nah, jika coakan ini berbentuk tajam dan tergerus dalam, maka tidak ada toleransi kecuali di repair.
Tapi kalau tidak dalam dan tajam maka itu masih dalam batas toleransi.
8. Cacat Las Burn Through (bt)
Penyebab cacat las burn-trough terjadi ketika pengelasan mencapai pada temperatur yang sangat tinggi sehingga menyebabkan logam deposit las membakar area pengelasan dan membentuk gumpalan lelehan yang melorot/jeblos mengikuti gravitasi.
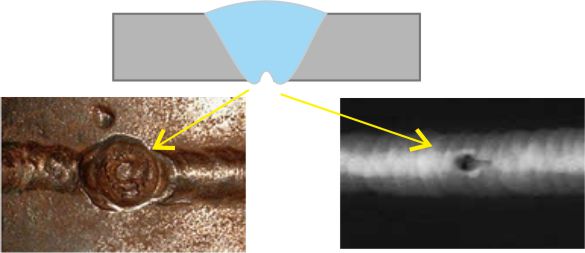
Bentuknya bisa berbentuk lubang besar atau berbentuk tetesan air yang membeku (icicles).
Jika terjadi disisi root atau capping maka akan terlihat, tapi jika berada didalam logam las, hanya bisa di lihat dengan tes radiografi/x-ray. Didalam uji x-ray, burn-through terlihat seperti bintik-bintik gelap yang dikelilingi oleh kawah berwarna terang.
9. Cacat Las Overlap (ol)
Cacat las overlap dikenal juga dengan nama cold lap adalah kondisi ketika didalam pengelasan logam pengisi (filler atau elektroda) tidak melebur sempurna pada logam dasar.
Proses terjadinya dimana busur listrik tidak mampu melelehkan logam dasar (base material) sehingga menyebabkan cairan menggenang diatas logam dasar tanpa ikatan (tidak fusi).
Penyebab dari cacat pada sambungan las ini banyak di karenakan oleh penggunaan ampere rendah sedangkan suhu metal dalam keadaan dingin.
10. Cacat Las excessive reinforcement (excess)
Bentuk dari cacat las excess adalah ketika area logam las memiliki ketinggian melebihi dari yang ditentukan oleh kode standart atau tidak sesuai WPS asli .

Apakah cacat ini berbahaya? ya, karena terlalu tinggi surface pengelasan itu akan membuat rawan terjadi retak/patahan di pangkalnya. Ini biasanya terjadi karena skill welder/juru las yang kurang berpengalaman dalam teknik pengelasan.
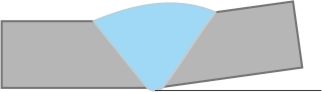
11. Cacat Las Misalignment
Misalignment merupakan jenis cacat las dimana plat mengalami perubahan bentuk/deformasi. Cacat misalignment terbagi 2 yaitu : distorsi dan hight low.
Distorsi (am)
Cacat las distorsi disebut juga dengan angular misalignment, dimana material mengalami bengkok akibat panas yang berlebih. Buruknya persiapan awal pada saat fitting menjadi penyebab utamanya.
High Low (lm)
Cacat las hight low disebut juga dengan linier misalignment, keadaan dimana material menjadi tinggi rendah tidak sejajar. Penyebabnya sama dengan cacat las distorsi yaitu persiapan pengelasan yang kurang baik terutama di fitting plat.
12. Cacat Las Poor stop/start
Dikenal dengan cacat las startstop, cacat terjadi paling sering di pengelasan SMAW dimana proses pengelasan ini perlu berkali-kali refil elektroda untuk menghasilkan jalur las yang panjang. Buruknya kualitas sambungan ini disebut sebagai cacat start stop.

Solusinya adalah meningkatkan skill teknik pengelasan juru las dan mengecek seluruh aliran listrik terutama kabel stang holder dan kabel massa pada mesin las.
13. Cacat Las Spatter
Spatter disebut juga dengan percikan las/logam panas yang menempel pada base material. Jika terlalu banyak maka daerah bekas spatter akan mengalami crack.
Solusinya adalah menyesuaikan setting mesin yaitu antara ampere dan travel speed pengelasan. Untuk las SMAW kesalahan pemilihan polaritas mesin juga bisa menjadi penyebab banyaknya spatter.
14. Cacat Las Arc Strike (as)
Cacat las arc strike adalah ketika seorang juru las tanpa sengaja menyentuh stang elektroda ke base metal sehingga terjadi goresan lasan.

Cacat ini nampak sepele tapi efeknya bisa membuat material yang dilas atau yang terkena arc strike menjadi retak dalam.
Kok bisa? ya kejutan panas terkena pada material yang dingin akan berakibat retak. Cara memperbaikinya harus di perbaiki sesuai WPS repair.
Cukup segini dulu ya, jika nanti ada tambahan akan saya update lagi, semoga artikel saya mengenai jenis cacat pengelasan bisa bermanfaat. Jika ada pertanyaan silahkan komentar dibawah ya.
Leave a Reply