Saat ini saya ingin share tentang macam-macam posisi pengelasan pada setiap jenis sambungan las mulai dari plat hingga pipa beserta gambarnya.
Tahukah kamu didalam dunia pengelasan itu ada berbagai macam posisi pengelasan, mulai dari pengelasan pelat hingga ke pengelasan pipa.
Posisi pengelasan yang bisa dilakukan oleh seorang welder itu menjadi acuan seberapa tinggi tingkat kompetensi seorang juru las sesuai dengan jenis proses pengelasan yang dia kuasai. Kunci utama menjadi juru las profesional adalah memiliki minat dan bakat didunia teknik pengelasan.

Untuk mempelajari sambungan dan posisi pengelasan kali ini kita akan mengacu pada posisi pengelasan standar ISO dan ASME.
Sebelum kita pelajari macam posisi pengelasan, kamu harus mengerti dulu jenis-jenis sambungan pengelasan. Mulai dari sambungan las SMAW hingga Las TIG.
Pada artikel saya tentang dasar-dasar pengelasan secara garis besar disana saya kelompokkan posisi pengelasan menjadi 4, yaitu
- Posisi di bawah tangan / Downhand
- Posisi Mendatar / Horizontal
- Posisi Vertical
- Posisi di atas kepala / Overhead
Pengelasan Posisi di bawah tangan / Down hand
Pengelasan posisi di bawah tangan (downhand) yang mengacu pada standar ASME disebut juga dengan posisi 1, Sedangkan menurut standar ISO dinamakan PA.
Posisi dibawah tangan banyak digunakan di industri pengelasan disektor proyek konstruksi baja, struktur jembatan, dan bangunan. Termasuk juga untuk posisi pengelasan pelat tipis hingga tebal, hanya besar diameter elektrode nya saja yang berbeda tetapi posisi lasnya tetap sama.
Untuk melakukan pengelasan posisi 1, sudut kemiringan elektroda harus dijaga kurang lebih 80 – 70 derajat terhadap garis vertikal supaya memudahkan welder untuk melihat cairan dan menjaga kecepatan pengelasan. Dibawah ini adalah gambar posisi pengelasan dibawah tangan :
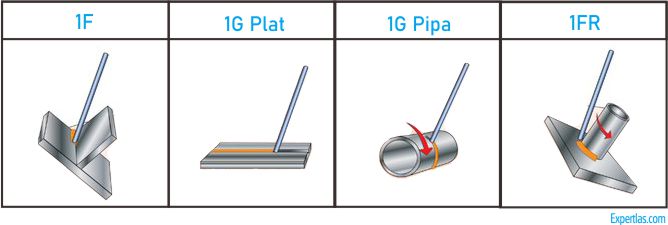
1. Posisi 1F/PA
Pengelasan sabungan fillet pelat dengan pelat, dengan arah elektroda/kawat las menghadap kebawah.
2. Posisi 1G Plat/PA
1G pelat merupakan pengelasan butt joint pelat dengan pelat dengan arah elektroda/busur listrik menghadap kebawah. Untuk mengelas dengan posisi 1G, dimulai dari pembuatan root, kemudian membuat lapisan pengisian dan terakhir lapisan penutup/capping.
3. Posisi 1G Pipa/PA
Posisi 1G pipa adalah pengelasan joint atau sambungan pipa dengan pipa, arah dan gerakan busur listrik menghadap kebawah dan seiring berjalannya pengelasan maka pipa juga diputar untuk menjaga agar arah elektroda tetap menghadap kebawah.
Untuk posisi datar 1G ini juru las / tukang las tetap pada tempatnya, yang berputar adalah material pipa yang akan disambung. Berlaku untuk semua proses baik itu las OAW , SMAW,GMAW hingga GTAW.
4. Posisi 1FR/PA
Pengelasan pelat dan pipa dengan arah kawat las elektroda menghadap kebawah, seiring berjalannya pengelasan maka benda kerja diputar untuk menjaga agar arah elektroda tetap menghadap kebawah selama pengelasan.
Posisi Pengelasan Mendatar/Horizontal
Menurut kode standart ASME, pengelasan posisi mendatar/horizontal ditulis dengan kode nomor 2. Sedangkan penulisan menurut standart ISO ada 2 macam yaitu PB untuk sambungan fillet dan PC untuk sambungan butt joint.
Untuk membuat joint atau sambungan pengelasan posisi horizontal menggunakan mesin las arc welding, setting dari parameter harus diperhatikan. Karena jika busur listrik terlalu panas maka cairan akan meleleh turun mengikuti gaya gravitasi.
Tidak hanya pengelasan SMAW saja, disemua jenis pengelasan juga harus memperhatikan jenis ayunan, ayunan atau dalam istilah pengelasan disebut weaving ini berguna untuk mengatur cairan yang meleleh agar tidak longsor mengikuti gravitasi.
Lebih jelasnya dibawah ini gambar untuk semua pengelasan posisi horizontal beserta penjelasannya.
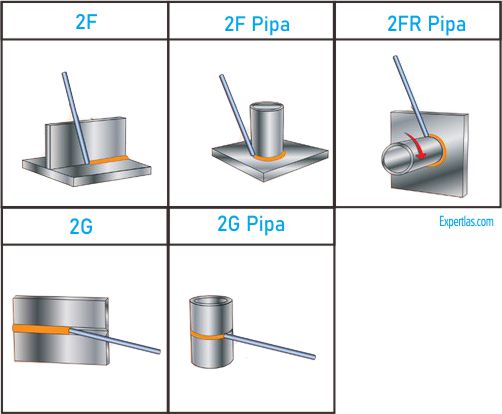
1. Posisi 2F/PB
Pengelasan fillet joint (pelat dengan pelat) dengan elektroda menghadap kedepan/mendatar dengan arah gerakan ke kanan atau ke kiri.
2. Posisi 2F Pipa/PB
Pengelasan sambungan antara pipa dan pelat dengan arah elektroda pengelasan menghadap ke depan/mendatar.
3. Posisi 2FR Pipa/PB
Posisi benda kerja lihat pada gambar diatas, pengelasan sambungan pelat dengan pipa dan arah elektroda menghadap kedepan mendatar, seiring berjalannya pengelasan benda kerja diputar hingga seluruh jalur lasan tertutup.
4. Posisi 2G Plat/PC
Pengelasan sambungan tumpul butt joint plat dengan plat dengan posisi peletakkan benda kerja lihat pada gambar diatas. Untuk proses pengelasannya dimulai dari pembuatan root, pengisian dan penutup. Khusus untuk las SMAW, pada proses pembuatan root harus menggunaka kawat elektroda yang di desain untuk pembuatan root.
5. Posisi 2G Pipa/PC
Pengelasan butt joint sambungan horizontal pipa dengan pipa, disini material (pipa) tidak diputar, tetapi welder yang bergerak mengikuti jalur lasan.
Posisi Pengelasan Vertikal
Pengelasan posisi vertikal menurut standar ASME dikenal dengan kode 3. Ini mencakup untuk semua sambungan las mulai dari sambungan sudut, sambungan fillet dan butt joint.
Ada sedikit perbedaan dengan standar ISO, perbedaannya adalah pada arah pergerakan pengelasannya. Jika arah las dari bawah ke atas dinamakan PF. Sedangkan jika arah pengelasannya dari atas ke bawah dinamakan PG.
Sedikit Tips agar hasil pengelasan diposisi vertikal memenuhi standart adalah dengan mengatur cairan logam cair dari busur listrik. Penggunaan jenis ayunan harus sesuai untuk mengatur agar cairan tidak turun kebawah mengikuti gravitasi.
Dibawah ini adalah gambar dan penjelasan posisi pengelasan vertikal:
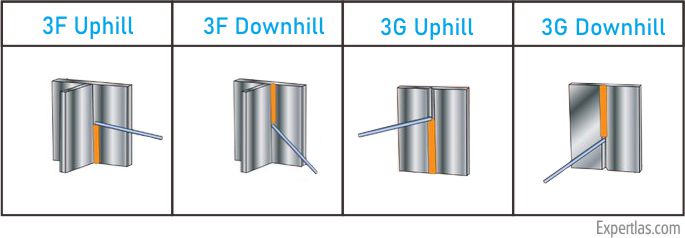
1. Posisi 3F Uphill/PF
Posisi 3F Uphill/PF merupakan proses las penyambungan plat dengan plat, dengan arah gerakan elektroda kedepan dan jalur pengelasannya dari bawah ke atas.
2. Posisi 3F Downhill/PG
Sedangkan 3F Downhill merupakan posisi proses las plat dengan plat, dengan arah elektroda menghadap kedepan dan jalur pengelasannya dari atas ke bawah.
3. Posisi 3G Uphill/PF
Merupakan bentuk sambungan tumpul butt joint, proses las penyambungan plat dengan plat, dengan arah elektroda kedepan dan jalur pengelasannya dari bawah ke atas.
4. Posisi 3G Downhill/PG
Merupakan bentuk sambungan tumpul butt joint, pengelasan penyambungan plat dengan plat, dengan arah elektroda kedepan dan jalur pengelasannya dari atas ke bawah.
Posisi Pengelasan di atas kepala / Overhead
Pengelasan posisi di atas kepala dikenal dengan pengelasan posisi 4 pada standart kode ASME. Untuk standar ISO jika yang dilakukan adalah pengelasan Fillet 4F maka disebut posisi PD. Sedangkan jika yang dilakukan itu pengelasan butt joint 4G maka disebut PE.
Berikut ini adalah gambar dan penjelasan posisi tegak di atas kepala :
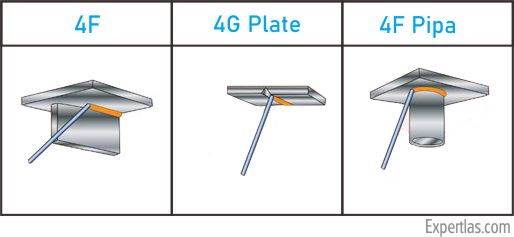
1. Posisi 4F/PD
Posisi 4F merupakan bentuk sambungan fillet plat dengan plat, dengan arah elektroda las / busur listrik menghadap ke atas.
2. Posisi 4F Pipa/PD
4F Pipa merupakan las fillet, penyambungan plat dengan pipa, dengan arah elektroda las menghadap ke atas.
3. Posisi 4G Plate/PE
4G plate termasuk kedalam jenis sambungan butt joint, penyambungan plat dengan plat dengan arah elektroda menghadap ke atas.
Pengelasan Pipa
Untuk pengelasan pipa ini termasuk kedalam posisi pengelasan vertikal, tapi memang dalam praktek posisi las nya berlaku all position atau mencakup semua posisi.
Untuk kode penamaan sesuai standar ASME ada posisi 5G dan 6G, sedangkan di standart ISO namanya terbagi menjadi 4 yaitu PJ, PH, H-LO45 dan J-LO45.
Dibawah ini adalah gambar dan penjelasan posisi las pipa sesuai kode ASME dan ISO.
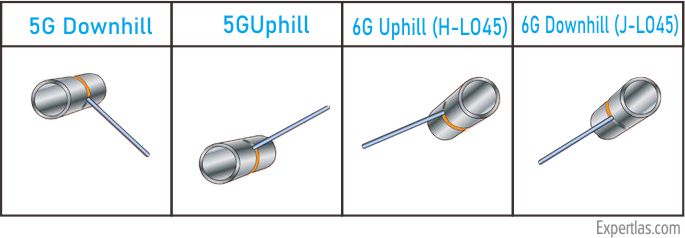
1. Posisi 5G Downhill/PJ
Pengelasan butt joint sambungan pipa dengan pipa dengan peletakkan lurus. Untuk downhill maksutnya adalah pengerjaan jalur las dilakukan pengelasan dari atas arah jam 12 ke jam 6.
2. Posisi 5G Uphill/PH
Sebaliknya dengan downhill, posisi 5G uphill dilakukan pengelasan dijalur las dengan pengerjaan dilakukan mulai arah jam 6 menuju jam 12 (dari bawah ke atas).
3. Posisi 6G Uphill/H-LO45
Posisi 6G termasuk dalam butt joint, sambungan pipa dengan pipa yang diletakkan miring dengan sudut 45 derajat. Uphill maksutnya adalah arah pengelasannya dari bawah ke atas.
4. Posisi 6G Downhill/J-LO45
Perbedaan dengan posisi 6G Uphill terletak pada cara pengerjaan jalur pengelasannya yaitu dari arah atas ke bawah.
Mungkin cukup artikel saya mengenai macam posisi pengelasan pada pelat dan pipa, saya berharap bisa menambah wawasan , jika ada pertanyaan bisa berkomentar dibawah ini atau jika berminat untuk sertifikasi pengelasan bisa baca panduannya di link tertaut. Terima kasih.
Leave a Reply