Halo sobat expertlas, dengan mengetahui welding consumable dan non-consumable kita akan tahu kebutuhan pengelasan yang harus dipersiapkan.

Welding consumable adalah apapun bahan yang habis dipakai saat proses pengelasan berlangsung. Sedangkan non-consumable adalah bahan atau bisa saja berbentuk komponen yang tidak ikut habis atau mencair saat pengelasan berlangsung. Tetapi tetap sangat penting dalam proses pembentukan busur dan menentukan hasil las.
Selain parameter pengelasan, welding consumable (bahan habis pakai) pada proses pengelasan sangat berperan penting untuk menghasilkan kualitas sambungan pengelasan.
Berikut ini beberapa faktor yang harus diperhatikan saat memilih bahan tambah, yaitu
- Tipe spesifikasi
- Ukuran
- Kondisi sebelum dipakai
- Cara penyimpanannya
Tentunya, komposisi welding consumable harus sesuai dengan base metal yang akan disambung. Baiklah berikut welding consumable berdasarkan proses pengelasannya.
Welding Consumable pada Pengelasan SMAW
Ketika menggunakan proses las SMAW, tentunya kita membutuhkan stick elektroda. Stick elektroda ini yang disebut consumable. Memang benar selain elektroda kita juga membutuhkan batu gerinda, tetapi batu gerinda ini merupakan bagian dari persiapan sebelum pengelasan.
Elektroda menurut salutannya terbagi menjadi 3 jenis yaitu Cellulosic, Rutile dan Basic.
Salutan Cellulosic
Elektroda bersalutan cellulosic sering digunakan untuk menghasilkan deep penetration artinya adalah elektroda ini menghasilkan penetrasi yang dalam sehingga saat mengelas bisa menambah travel speed, hal ini bisa membuat waktu produksi semakin cepat.

Walaupun salutan cellulosic ini bisa digunakan di semua posisi pengelasan dan tidak diperlukan keterampilan khusus untuk mengontrolnya, salutan cellulosic sangat rawan terhadap crack dan memiliki banyak spatter. baca cacat las
yang termasuk kedalam elektroda cellulosic adalah elektroda dengan kode akhiran angka 0 – 1 yaitu E6010, E6011, E7010, E8011
Salutan Rutile
Elektroda dengan salutan rutile sangat umum dipakai karena memiliki karakteristik busur yang stabil dan mudah dinyalakan. Elektroda ini juga bisa memakai hambir semua polaritas mesin las yaitu AC, DCEN dan DCEP. Keunggulan lainnya dari elektroda rutile ini adalah sangat mudah untuk membersihkan slag.

Di dunia industri kontruksi jenis elektroda rutile jarang digunakan karena elektroda ini memiliki kandungan hidrogen yang tinggi sehingga kemungkinan terjadinya crack cukup tinggi. Selain itu, elektroda jenis salutan rutile ini pada umumnya menghasilkan deposit las yang sedikit.
yang termasuk kedalam elektroda rutile adalah elektroda dengan kode akhiran angka 2-3-4 yaitu E5012, E6012, E6013, E6014
Salutan Basic
Elektroda bersalutan basic ini sangat diminati di dunia industri konstruksi untuk menghasilkan produk pengelasan berkualitas tinggi. Dimana elektroda bersalutan basic ini memiliki kemungkinan crack yang kecil dan memiliki kandungan hidrogen yang minim.

Sebelum menggunakan elektroda jenis basic harus terlebih dahulu dipanaskan pada suhu 400 derajat celcius untuk menghilangkan kelembaban dan kadar hidrogen. Yang menjadi sedikit kelemahannya adalah kita harus menyiapkan oven elektroda agar suhu elektroda terjaga di 80 – 120 derajat celsius supaya tidak lembab.
Dari segi welder, membutuhkan juru las yang memiliki skil tinggi karena penyalaan elektroda ini agak sulit dan memiliki deposit las yang tebal.
Jenis elektroda yang termasuk kedalam elektroda Basic adalah elektroda dengan kode akhiran angka 5-6-7-8 yaitu E6016, E7018, E8018, E9018
baca juga : Cara baca kode elektroda SMAW
Welding Consumable pada Las GMAW dan FCAW
Untuk menghasilkan produk pengelasan menggunakan mesin las GMAW dan FCAW, memerlukan 2 macam consumable yaitu gas pelindung (shielding gas) dan wire electrode (elektroda kawat).
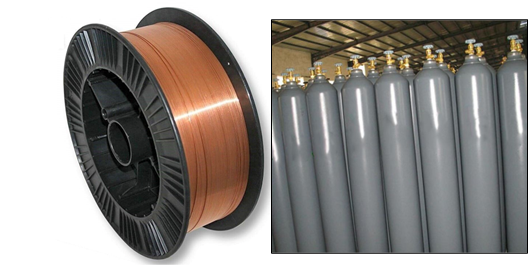
Gas pelindung menggunakan jenis active gas yaitu CO2 dan argon mix. Pengelasan menggunakan jenis gas active disebut juga dengan proses MAG (Metal Actve Gas). Jika gas yang digunakan adalah argon atau helium maka disebut proses MIG (Metal Inert Gas).
Keunggulan dari argon mix (75% Argon + 25% CO2) adalah dimana gas jenis argon memiliki fungsi menjadikan hasil lasan yang bersih, sedangkan CO2 membantu membuat hasil lasan yang memiliki penetrasi yang dalam. Gabungan keduanya menghasilkan hasil lasan yang bersih dan memiliki penetrasi yang dalam.
baca juga : Shielding gas jenis inert dan active gas
Elektroda menggunakan jenis kawat, perbedaan dengan kawat yang digunakan pada proses FCAW adalah menggunakan kawat berinti salutan, sedangkan GMAW menggunakan kawat tak berinti atau solid.
Untuk bahan non-consumable pada proses pengelasan GMAW ataupun FCAW adalah nozzle, contact tip, ceramic.
Welding Consumable pada Las GTAW
Pada proses pengelasan GTAW ada 2 jenis consumable yaitu filler metal dan gas pelindung.

Filler metal pada las GTAW memiliki berbagai macam jenis sesuai dengan material yang akan disambung yaitu Aluminium, stainless atau besi baja. Untuk material baja maka jenis filler metal besi sesuai kode yang tertera pada kawat dan biasanya dilapisi coper agar bebas karat.
Gas pelindung pada proses GTAW pada umumnya memakai jenis inert gas yaitu argon dan helium. Gas argon lebih disarankan untuk melakukan pengelasan bahan material yang tipis sedangkan helium cocok untuk bahan tebal dan material dengan konduktifitas tinggi.
Selain consumable ada juga non-consumable. Ketika proses pengelasan GTAW, filler metal akan meleleh dan melebur menjadi deposit las, tetapi tungsten tidak meleleh. Oleh karena itu tungsten pada las gtaw disebut sebagai non-consumable. Yang termasuk kedalam non-consumable lainnya pada proses GTAW yaitu caps, keramik, contact tip.
baca juga : Jenis dan arti warna pada tungsten GTAW
Semoga bermanfaat ya, jangan lupa untuk mengetahui lebih detail baca juga link yang saya sematkan yang berkaitan dengan welding consumable.


Leave a Reply