Di dunia pengelasan sering kali digunakan istilah istilah pengelasan yang berasal dari bahasa asing.
Dimana istilah tersebut dipakai secara luas untuk kesamaan pemahaman atau acuan dalam suatu standar pengelasan.
istilah pengelasan itu mencakup pada proses perencanaan/ persiapan, pelaksanaan dan pemeriksaan atau pengujian hasil las.
Disini saya ingin membagi istilah-istilah atau kalimat pendek secara umum yang biasa dipakai di las busur manual.
Bukan berarti setiap proses pengelasan memiliki istilah yang berbeda tetapi memiliki banyak kesamaan. Karena dipergunakan dalam standar-standar pengelasan yang dipakai sebagai acuan di Indonesia, seperti Standar Depnaker, MIGAS, BKI dan API/ IWS.
Untuk memudahkan pemahaman saya membagi menjadi tiga bagian yaitu :
- Istilah Pada Persiapan Pengelasan
- Istilah Pada Proses Pengelasan
- Istilah Pada Pemeriksaan Hasil Lasan
Persiapan Pengelasan
Berbicara persiapan maka tentunya banyak digunakan saat persiapan membuat butt joint (1G,2G,3G,4G,5G dan 6G). Apa sajakah itu?
Persiapan setting alat dan persiapan bahan merupakan step awal dalam kita melakukan pengelasan. Disini ada beberapa istilah pengelasan yang penting buat kamu pahami.
- ampere, istilah ini menunjukkan berapa besar arus yang dipakai didalam pengelasan.
- volt, besarnya voltase yang kita pakai
- wire feeding speed, pada proses GMAW atau FCAW ini merupakan kecepatan wire keluar.
- shielding gas, istilah ini menunjukkan gas yang kita pakai, khusus untuk proses GMAW/FCAW/GTAW.
- filler metal, jenis kawat pengisi/elektroda
- polarity, jenis polaritas yang kita pakai pada mesin las, DC- atau DC+.
Kampuh las merupakan hal wajib jika kita ingin membuat butt joint, didalam kampuh las ini banyak sekali istilah-istilah pengelasan yang harus kamu pahami.
Istilah Didalam Kampuh Las
Karena kebanyakan pada umumnya memakai bevel/kampuh V maka disini saya akan contohkan menggunakan kampuh V.
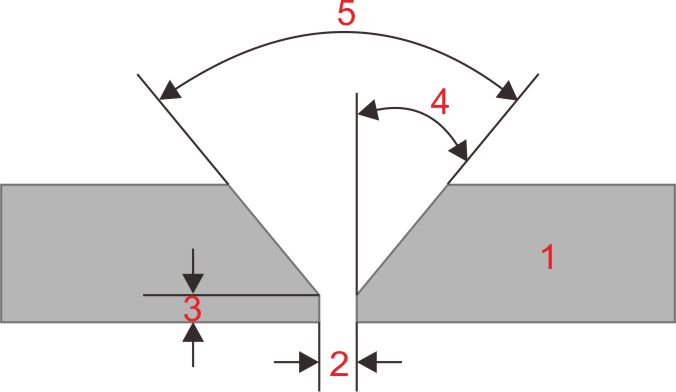
Nomor 1 adalah Base metal/parent metal = logam yang akan disambung dan dilakukan proses pengelasan.
Nomor 2 adalah Root gap = jarak antara dua benda yang akan di las.
Nomor 3 adalah Root face = bidang permukaan akar las
Nomor 4 adalah Angle of bevel = sudut bevel sebagian
Nomor 5 adalah Included angle = sudut kampuh keseluruhan

Backing ceramic adalah keramik yang diletakkan di bagian belakang benda yang akan di las dan dipakai biasanya untuk pengelasan FCAW.
Backing strip adalah Besi strip dilas belakang benda yang disambung.
tackweld merupakan las ikat yang digunakan untuk fitting sebelum dilakukan proses pengelasan agar benda yang akan dilas presisi.
Istilah didalam Las Fillet
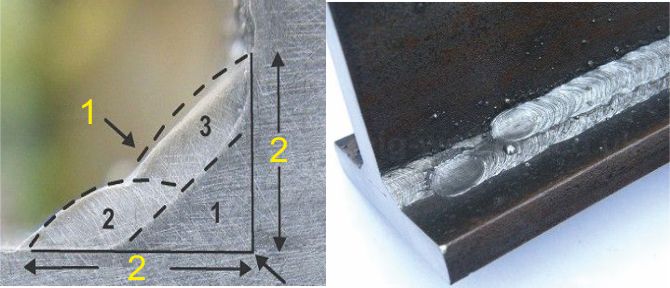
Pada proses sambungan las T-joint ada 2 istilah pengelasan yang harus anda pahami yaitu nomor 1 (warna kuning) disebut throat, merupakan nilai tebal deposit las.
Sedangkan untuk nomor 2 (warna kuning) adalah leg lenght, merupakan besar ketinggian lasan.
Proses Pengelasan
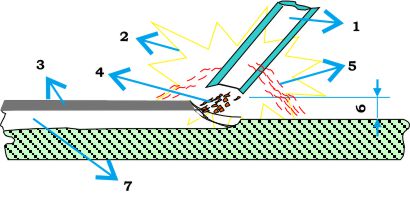
- Elektroda core wire = kawat inti elektroda
- Arc flame = nyala busur
- Slag = terak
- Path of molten metal = cairan elektroda yang jatuh pada benda kerja
- Protective gases = gas-gas pelindung
- Arc length = jarak antara benda kerja dengan elektroda
- Weld metal = logam las ( hasil las )
- Sealing run = jalur pengisi di bagian belakang dan depan
- Sealing weld = jalur las pengisi
- Heat affected zone = daerah pengaruh panas
- Excess/Reinforcement = tinggi pengelasan
- Toe = kaki jalur las
- Weld metal = logam las ( hasil las )

Didalam pembuatan sambungan las butt joint terdapat 4 tahap proses pengelasan. Ini berlaku untuk semua jenis pengelasan baik itu SMAW,GMAW,GMAW dll bahkan bisa dikombinasikan.
Disini kamu harus paham bahwa setiap proses pengelasan didalam kampuh V memiliki istilah tersendiri yaitu:
root, merupakan istilah proses pembuatan akar las, dimana istilah akar lasan disebut root.
hotpass, proses kelanjutan setelah pembuatan root, biasanya menggunakan ampere tinggi. Tujuannya adalah membuat lapisan lasan yang kuat karena didalam proses root rata-rata menggunakan apere renda untuk mengontrol cairan.
fill, pengisian lasan hingga mendekati bibir base material bagian atas, kalau bahasa kita diisi hingga hampir penuh.
capping, proses terakhir dalam membuat sambungan butt joint.
pass dan layer, untuk mengetahui perbedaannya silahkan lihat gambar diatas, pada bagian root itu merupakan layer pertama dan terdiri dari 1 pass. Pada bagian hotpass itu merupakan layer kedua dan terdiri dari 2 pass.dst dst
Kalau dilihat dari keseluruhan maka pengelasan terdiri dari 4 layer. Semoga paham ya.

weaving, Disaat kita mengelas jelas donk kita memakai ayunan supaya hasil lasannya rata dan terbentuk rigi-rigi yang bagus. Banyak sekali kita mengenal ayunan las seperti ayunan segitiga,zigzag,setengah lingkaran,bulat dll. Ayunan disebut juga dengan weave.
Tetapi ada juga yang melakukan pengelasan dengan hanya ditarik lurus dengan menjaga kecepatan pengelasannya (travel speed). Jika ditarik lurus saja namanya string.
jadi weaving itu adalah model cara mengelas kita, string atau weave.

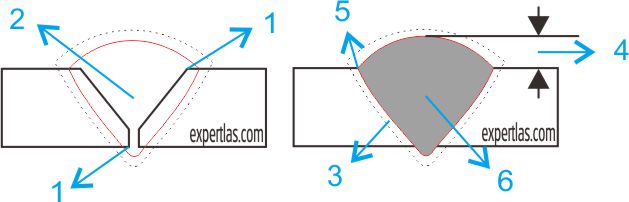
Nah kalau untuk no 1 dan 2 merupakan keyhole, apa itu ? lubang kunci, yakni lubang pada akar las yang terjadi pada saat pengelasan jalur pertama / penetrasi sambungan tumpul.
Pemeriksaan Hasil Pengelasan
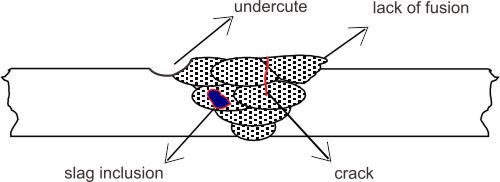
Pada pemeriksaan hasil pengelasan sebetulnya banyak sekali istilah pengelasannya, rencana saya akan bahas khusus di artikel tentang cacat las. Disini saya menunjukkan yang biasa terjadi saat pemeriksaan hasil las.
- Undercut adalah takik las (termakan) base material oleh arc.
- Slag inclusion adalah terak yang terjebak didalam pengelasan.
- Lack of fusion adalah sebagian kecil lasan yang tidak berpadu/fusi.
- crack adalah retak karena pendinginan cepat.
Baiklah sobat welder mungkin sampai disini pembahasannya mengenai istilah pengelasan. Jika ada pertanyaan silahkan komentar, jika mau terhubung atau menghubungi saya silahkan lihat akun sosial saya di halaman tentang saya. Terima kasih
Leave a Reply